For example for small projects like 4 4 or 4 8 would cost around 300.
Thinning defect in sheet metal.
The metal being formed must have the ability to stretch and compress within given limits.
If you would like to buy readymade sheet metal the cost would be way less.
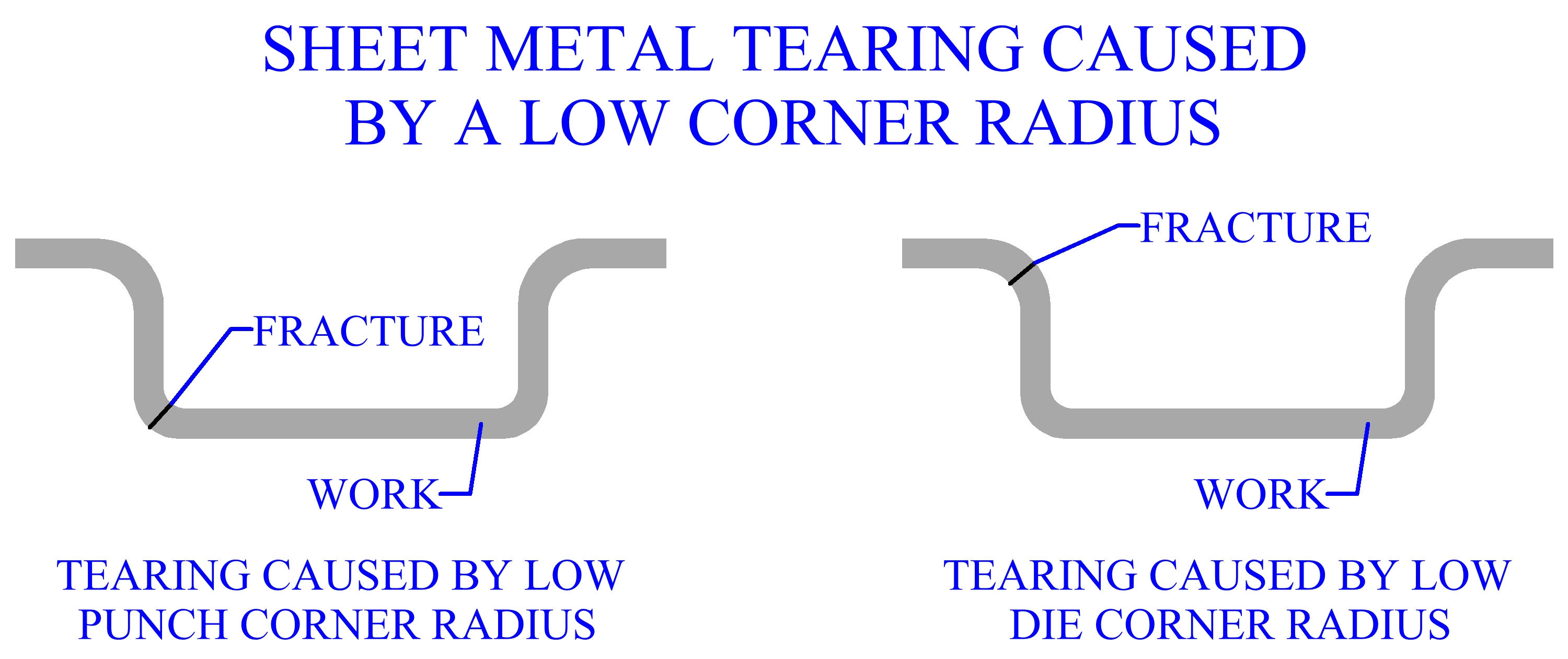
When the material can t thin any further it pulls apart creating a split or tear.
When the wall thinning rate exceeds a certain range the part will have lower strength thereby greatly affecting the precision of the formed part.
Excessive thinning in areas of the sheet metal is also an unwanted defect.
If you think about sheet metal fabrication it costs from 700 to 1600 or even higher.
Successful sheet metal forming relies heavily on the metal s mechanical properties.
Many researchers have attempted to design a controlled sheet metal forming process to achieve a desired product shape without defects.
The wall thinning rate is an important indicator of formability that can reflect the thickness variation law and changing scope of the metal sheet.
Causes of these are mostly too high or improper force distribution and material considerations.
The wall thinning rate can be defined as follows.
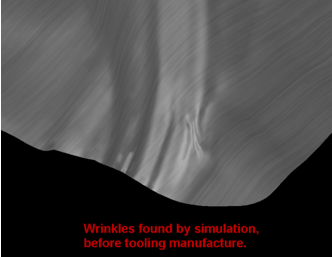
Most part defects such as splits and wrinkles occur in forming operations.
What does gauge mean in steel.
How much does a sheet of the metal cost.
Splits a k a rips and tears splitting is what happens after necking.
There are two reasons behind this defect.
One is the improper handling another one is the elasticity of sheet metal forming materials.
Defects that occur during deep drawing of sheet metal can be controlled by careful regulation of process factors.
The main reasons for the cracking are over stretching or stress concentration.
Any appreciable thinning is usually considered a defect as it reduces the strength of the material.
The reason behind it is that welding positions are misaligned.
Wrinkles splits and springback are the three most common defects encountered during sheet metal stamping.
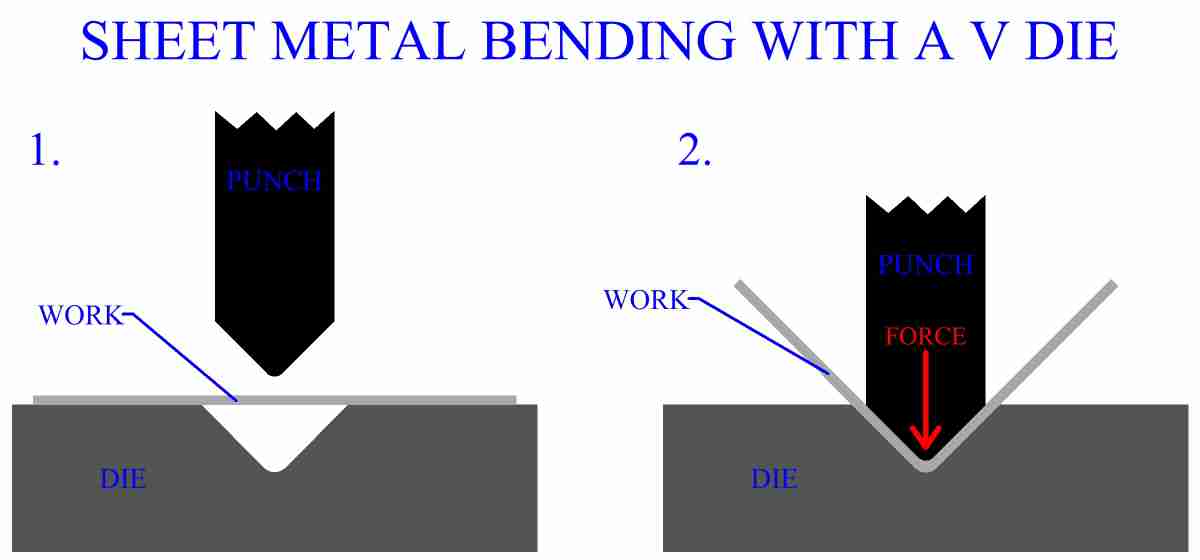
All forming operations deform sheet material by exposing it to tension compression or both.
Excessive thinning thickening of the sheet during forming.
Tearing is one of the most common defects.
Incorrect blank shape and or size.
Examples of compression defects include.
Springback or final part deviation from nominal incorrect process or number of forming tools.
But you don t have to be a tinsmith to cut sheet metal successfully.
The edges are sharp the cutoffs are stiff and get in the way the snips bind or you just can t seem to negotiate the curve.
Cutting sheet metal with snips can be tricky and frustrating.
An optimal blank holder force bhf profile is an efficient.
These problems are common for those of us who don t work with sheet metal every day.